-

江苏衡直建设工程有限公司
主营:烟囱拆除,烟囱维修,喷砂除锈,烟囱美化,烟囱防腐

江苏衡直建设工程有限公司
主营:烟囱拆除,烟囱维修,喷砂除锈,烟囱美化,烟囱防腐 10
10

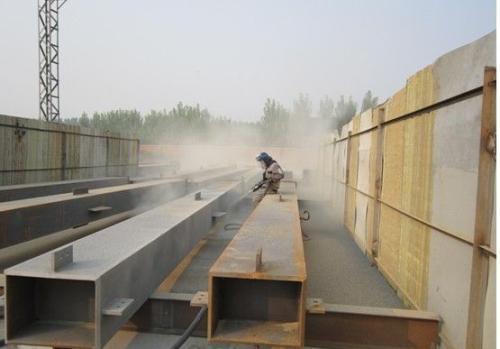
喷砂除锈
(一)1. 喷砂前钢材表面沾污的油脂必须清理干净(推荐用清洗剂进行清洗)
2. 抛丸、喷砂过程种和施工后,钢材表面必须避免油脂重新沾污
(二)1. 环境条件:环境温度应**大气雾点3℃;相对湿度应小于或等于85%,遇下雨、结露等气候时,严禁进行抛砂/丸除锈作业。
2. 磨料:抛丸所用磨料应采用符合国家标准要求的铸钢丸和铸钢砂,粒度宜为0.7~1.0mm,磨料必须保持干燥、清洁不得使用被油脂污染了的磨料。
3. 钢砂/丸配比。考虑到施工效率和除锈质量的要求,抛丸时所用的磨料应在现场用钢丸和钢砂掺混使用,磨料型号-与配比建议为“S330型钢丸与G25型钢砂的掺混比为3:7
4. 抛丸机行走速度要调节适当,达到粗糙和清洁度要求。
5. 抛丸处理后的表面应注意保护,避免二次污染。油漆涂装前应对检验合格的除锈表面进行吹灰。
6. 喷砂除锈后应尽快施涂环氧富锌涂料,一般不应**过4h。可分块进行表面处理,经自检和监理检验合格后,尽快使用油漆涂装。
(三)1. 为确保抛丸或喷砂后钢材表面达到规定的清洁度和表面粗糙度,推荐使用棱角状或圆珠状的粒度为0.3-0.8mm的砂。
2. 所用磨料应是清洁干燥的,不可被**物沾污。
3. 压缩空气:喷砂用压缩空气,压力应不低于0.6Mpa
(四)生锈对铁质工件来说是很常见的问题,往往很难*,这时候就是喷砂除锈大显其威力了。喷砂除锈是利用压缩空气,把一定粒度的砂子通过喷砂枪喷在工件锈蚀的表面,既达到了快速除锈又可为涂装、喷涂、电镀等工艺做好表面准备。工件在经过喷砂除锈工序处理后,表面可达到干净的、有一定粗糙度的表面要求,从而提高覆盖层与零件的结合力。常用的喷砂除锈方法有干法喷砂、湿法喷砂除锈、无尘喷砂和高压水喷砂除锈等。干法喷砂除锈尘土大,有碍环保,危害健康;湿法喷砂除锈虽无粉尘,但水分会使表面再度生锈。防止的办法是在水中加入1%~15%的防锈剂(磷酸三钠、碳酸钠、亚硝酸钠等)和乳化剂或肥皂水,使其表面在短时期内不再生锈,然后再涂保养底漆。无尘喷砂除锈是将加砂、喷砂和集砂回收等在一密闭系统里连续循环进行,以免粉尘飞扬。高压水喷砂除锈主要用于大面积除锈,如船体、油舱、油罐、锅炉等,水中也常加入钝化剂和肥皂水。

喷砂除锈标准Sa2.5级详细说明
(Sa2.5级粗糙度样板,ISO8503标准粗糙度样板,喷砂粗糙度样板,喷丸粗糙度样板)
Sa1级—轻度的喷射或抛射除锈,钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油裸涂层等附着物;
Sa2级—彻底的喷射或抛射除锈,钢材表面会无可见的油脂和污垢,并且氧化庠(xiáng)、铁锈和油漆涂层等附着物已基本清除,其残留物应是牢固附着的;
Sa2.5级—非常彻底的喷射或抛射除锈,钢材表面会无可见的油脂、污垢,氧化皮、铁锈和油漆涂层附着物,任何残留的痕迹便是点状或条纹状的轻微色斑;
Sa3级—使钢材表现洁净的喷射或抛射除锈。
对于手工和动力工具除锈过的钢材表面,有两个除锈等级:
St2级—彻底的手工和动力工具除锈,钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化成、铁锈和油漆涂层等附着物;
St3级—非常彻底的手工和动力工具除锈,钢材表面呈无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
英国 ELCOMETER (易高) E125粗糙度比较板·适用于喷砂和喷丸·公制单位·符合ISO8503标准E125粗糙度比较板由高纯度镍电镀的特定低碳钢制成;比较板上有细砂型和喷丸型两种规格;符合ISO8503标准所规定的细、一般、粗糙三个等级;达到喷砂、喷丸清除表面的Sa2.5级和Sa3级标准准。

