-

江苏衡直建设工程有限公司
主营:烟囱拆除,烟囱维修,喷砂除锈,烟囱美化,烟囱防腐

江苏衡直建设工程有限公司
主营:烟囱拆除,烟囱维修,喷砂除锈,烟囱美化,烟囱防腐 10
10

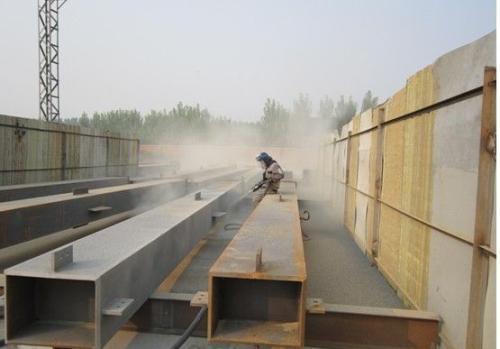
喷砂除锈标准Sa2.5级详细说明
(Sa2.5级粗糙度样板,ISO8503标准粗糙度样板,喷砂粗糙度样板,喷丸粗糙度样板)
Sa1级—轻度的喷射或抛射除锈,钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油裸涂层等附着物;
Sa2级—彻底的喷射或抛射除锈,钢材表面会无可见的油脂和污垢,并且氧化庠(xiáng)、铁锈和油漆涂层等附着物已基本清除,其残留物应是牢固附着的;
Sa2.5级—非常彻底的喷射或抛射除锈,钢材表面会无可见的油脂、污垢,氧化皮、铁锈和油漆涂层附着物,任何残留的痕迹便是点状或条纹状的轻微色斑;
Sa3级—使钢材表现洁净的喷射或抛射除锈。
对于手工和动力工具除锈过的钢材表面,有两个除锈等级:
St2级—彻底的手工和动力工具除锈,钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化成、铁锈和油漆涂层等附着物;
St3级—非常彻底的手工和动力工具除锈,钢材表面呈无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
英国 ELCOMETER (易高) E125粗糙度比较板·适用于喷砂和喷丸·公制单位·符合ISO8503标准E125粗糙度比较板由高纯度镍电镀的特定低碳钢制成;比较板上有细砂型和喷丸型两种规格;符合ISO8503标准所规定的细、一般、粗糙三个等级;达到喷砂、喷丸清除表面的Sa2.5级和Sa3级标准准。

江苏双顺建设工程有限公司,是一家专业从事防腐的企业,公司主要以化工储存罐防腐,钢结构防腐,桥梁防腐,船舶防腐,管道防腐,地面防腐以及石化设备等工程的专业防腐工程公司.我公司有专业的施工团队,常年深入各大企业,为客户解决一系列的防腐难题.深得客户**.

工艺控制: 喷砂除锈 喷砂用的压缩空气必须经冷却装置及油水分离器处理,以保证干燥、无油;油水分离器必须定期清理。 喷嘴到基体钢材表面距离以100~300mm为宜,喷砂前对非喷砂部位应遮蔽保护。 喷射方向与基体钢材表面法线夹角以15°~30°为宜。 喷砂除锈后、进行下一道工序前,如遇下雨或其他造成基体钢材表面潮湿的情况时,要待环境达到施工条件后,用干燥的压缩空气吹干表面水分后施工,如须重新喷砂,不可降低磨料要求,以免降低粗糙度。喷砂时喷嘴不要长时间停留在某处,喷砂作业应避免零星作业,但也不能一次喷射面积过大,要考虑涂装或热喷涂工序与表面预处理工序间的时间间隔要求。 对喷枪无法喷射的部位要采取手工或动力工具除锈。
质量控制:喷砂完成后首先应对喷砂除锈部位进行全面检查,其次要对基体钢材表面进行清洁度和粗糙度检查。重点应检查不易喷射的部位,手工或动力工具除锈部位可适当降低要求。对基体钢材表面进行清洁度和粗糙度检查时,一是严禁用手触摸;二是应在良好的散射日光下或照度相当的人工照明条件下进行,以免漏检。 喷砂除锈后,金属结构表面清洁度应达到Sa21/2,应对照《涂装前钢材表面锈蚀等级和除锈等级》中提供的照片进行比较,比较时至少每2m2有一个比较点。 喷砂除锈后,金属结构表面粗糙度应达到Ry60~100μm,应按照技术要求,取相 应粗糙度样板,用至少7倍放大镜放大后比较,比较时至少每2m2有一个比较点。用表面粗糙度仪直接测定时,每2m2表面至少要有一个评**,取评定长度为40mm,在此长度范围内测5点,取其算术平均值为此评**的表面粗糙度值。

